
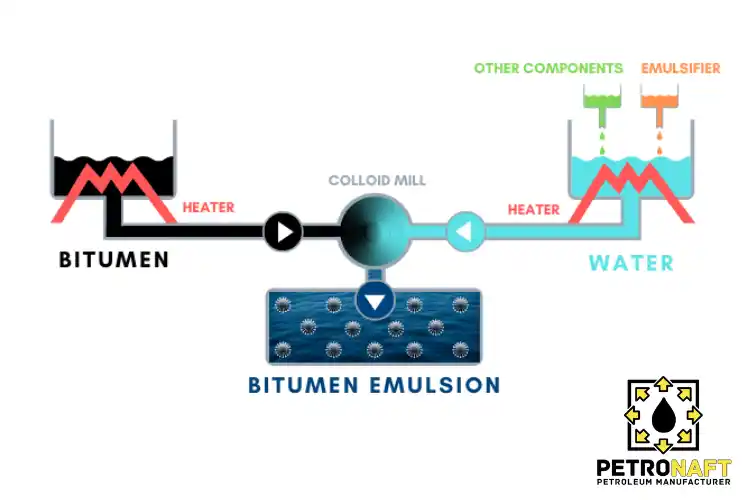
Manufacturing Bitumen Emulsion means blending hot bitumen with a water-based soap solution through a high-shear colloid mill to create stable, pumpable asphalt droplets for cold application. With the right emulsifier, pH, temperature control, and QC, plants can produce consistent rapid-, medium-, or slow-setting emulsions for tack coats, slurry seals, and cold mixes.
Bitumen emulsions look “simple” on paper, but production quality depends on dozens of small choices: water chemistry, emulsifier type, mill settings, residence time, and how you cool and store the product.
This guide is written for:
Plant owners and production managers sizing or upgrading an emulsion unit
Procurement teams comparing equipment and chemical packages
Contractors who need consistent breaking/setting behavior on site
Highlights & Key Sections
Bitumen emulsion basics in one minute
Bitumen emulsion is a two-phase system:
Dispersed phase: bitumen droplets (typically a few microns)
Continuous phase: water + emulsifier (and sometimes acid/base + additives)
Your goal is to make droplets:
Small enough to stay stable in storage
“Programmable” in breaking (rapid/medium/slow set) when applied on aggregates
Rule of thumb: stability comes from chemistry + droplet size control. Breaking comes from chemistry + aggregate interaction + water evaporation.
Manufacturing Bitumen Emulsion: Step-by-step plant process
Below is a practical, plant-floor sequence that works for most cationic and anionic grades. Adjust temperatures and chemistry to your formulation and climate.
1) Prepare and verify raw materials
Before you heat anything, confirm:
Bitumen grade matches target product (penetration/viscosity and compatibility)
Water quality is stable (hardness, salts, pH drift)
Emulsifier package matches set type (RS/MS/SS) and application
Practical tip: if your water source changes seasonally, stabilize it (filtration + consistent dosing). Water variability is a top cause of “mystery” instability.
2) Heat and condition the bitumen
Heat bitumen to a controlled range suitable for pumping and milling
Avoid overheating; thermal history can harm performance and increase fumes
Typical operating window (varies by binder and plant):
Bitumen feed: ~120–160°C (aim for steady viscosity, not maximum temperature)
Mini case note: one plant reduced “skin formation” in storage by lowering bitumen temperature ~10–15°C and improving post-mill cooling instead of adding more emulsifier.
3) Make the soap solution (water phase)
In a dedicated tank:
Charge water
Add emulsifier under agitation
Add acid/base to reach target pH (depending on cationic/anionic system)
Add stabilizers, latex/polymer, anti-foam, or salts only if proven in trials
Typical soap solution window:
Water phase temperature: ~40–70°C (warm enough for chemistry, not flashing risk)
Operator habit that helps: keep a “soap log” with pH, temperature, and mixing time every batch. It’s the fastest way to trace quality shifts.
4) Balance flows into the colloid mill
A stable emulsion starts with stable flow rates:
Use calibrated flow meters or validated pump curves
Keep pressure steady on both phases
Maintain consistent ratio to hit target bitumen content
Good practice: start circulation on soap solution first, then introduce bitumen gradually to avoid shocking the mill.
5) High-shear milling (the heart of the process)
Inside the colloid mill:
Bitumen is fractured into fine droplets
Emulsifier adsorbs onto new droplet surfaces instantly
The system exits as a uniform emulsion
Key controls:
Mill gap and rotor speed
Inlet temperatures
Pressure and residence time
Recirculation strategy (single-pass vs controlled recycle)
6) Cool, finish-dose, and filter
After milling:
Cool to safe storage temperature without thermal shock
If your formulation needs “finishing” additions (rare but sometimes used), add them inline after confirming compatibility
Filter to remove oversized particles and protect pumps/nozzles
7) Store and ship correctly
Storage mistakes can ruin a perfectly made emulsion:
Use gentle agitation if required (not vortexing)
Avoid long dead legs in piping
Keep tank temperature stable (especially in cold climates)
Follow FIFO (first-in, first-out)
Practical shipping note: confirm the receiving site has the correct pump type and suction setup; excessive shear at transfer can destabilize certain grades.
Formulation design: what to choose and why
Your formulation is a business decision as much as a technical one: you’re buying stability, break behavior, and risk reduction.
Common formulation ranges (typical, not universal)
| Component | Typical range (mass %) | What it controls | If you overdo it |
|---|---|---|---|
| Bitumen | 55–70% | Film build, binder yield, strength | High viscosity, poor pumpability |
| Water | 30–45% | Workability, sprayability | Thin film, slow cure |
| Emulsifier | 0.2–1.0% | Stability + breaking control | Cost, foaming, slow break |
| Acid/Base | 0.05–0.5% | pH + charge behavior | Corrosion, instability, odor |
| Polymer/latex (optional) | 1–5% (on emulsion) | Elasticity, cohesion, rut resistance | Cost, storage sensitivity |
| Stabilizer/salt (optional) | small | Stability, set tuning | Unpredictable break, incompatibility |
Quick selection guide by application
| Application | Preferred “set” behavior | Why it matters on site |
|---|---|---|
| Tack coat | Rapid to medium | Breaks fast, prevents pickup and tracking |
| Slurry seal / micro-surfacing | Controlled set + cohesion | Needs mixing time, then quick traffic return |
| Cold mix | Medium/slow | Needs time to coat aggregates during mixing |
| Fog seal | Slow, very stable | Deep penetration and uniform film |
Commercial reality: if your buyers are contractors, they judge you on consistency more than “best lab numbers.” A slightly conservative formulation that never surprises the crew often wins repeat orders.
Equipment and plant layout that actually works
Core equipment list
Use this as a minimum viable layout for reliable production.
| Unit | Must-have features | Why it matters |
|---|---|---|
| Bitumen tank + heater | Stable temperature control, clean suction | Keeps viscosity consistent for milling |
| Water/soap tank | pH-safe materials, strong agitation | Prevents pH stratification and dosing errors |
| Chemical dosing | Metering pumps, calibration points | Repeatability batch to batch |
| Colloid mill | Adjustable gap, robust seals, easy inspection | Controls droplet size distribution |
| Heat exchanger/cooler | Predictable cooling duty | Improves storage stability and safety |
| Transfer pumps | Correct shear profile for the grade | Reduces breakdown during handling |
| Filters/strainers | Accessible and sized right | Catches oversized particles early |
| Storage tanks | Proper venting, gentle agitation (if needed) | Extends shelf life |
Batch vs continuous: how to decide
Choose batch if you run many grades, small lots, or frequent changeovers.
Choose continuous if you run long campaigns and sell high volumes of similar products.
Buying tip: request guaranteed performance targets (stability time, sieve residue, viscosity range) in the supplier’s acceptance protocol—not only nameplate capacity.
Mini tutorial: dialing-in the colloid mill (fast and repeatable)
Use this method when you’re commissioning a new mill or troubleshooting instability.
Lock the chemistry first
Fix soap pH and temperature targets
Use the same water source and bitumen lot for the trial series
Run a baseline pass
Record flow rates, inlet temps, pressure, and mill settings
Take samples at 5–10 minute intervals
Adjust one variable at a time
Tighten gap or increase speed to reduce droplet size
Do not change emulsifier dosage and mill gap in the same trial
Validate with quick tests
Visual uniformity and no “pepper” particles
Basic stability hold (settling/creaming trend over hours)
Simple filtration check (how quickly filters load)
Freeze the recipe as a “gold standard”
Turn it into an SOP with alarm limits (pH, temps, pressures)
What you’ll notice in real life: many “bad emulsions” come from drift—small changes in pH or temperature that slowly push you out of the stable zone.

Quality control tests that buyers care about
Instead of testing everything, focus on the metrics that predict field performance and reduce disputes.
| QC checkpoint | What it tells you | Practical pass/fail signal |
|---|---|---|
| Residue/bitumen content | You delivered the grade | Matches target within your spec window |
| Viscosity (at set temp) | Spray/pump behavior | No nozzle clogging, consistent spray fan |
| Sieve residue / oversized particles | Milling + filtration quality | Low residue; filters don’t blind instantly |
| Storage stability (1–5 days) | Shelf life and separation risk | Minimal settlement/creaming trend |
| Particle charge / pH control | Compatibility with aggregates | Predictable break and coating |
| Breaking/coating observation | Real site behavior proxy | Coats aggregate as intended, no lagging break |
Buyer-facing advice: publish a simple Certificate of Analysis format with these fields. Procurement teams love consistent documentation.
Troubleshooting: symptoms, causes, fixes
| Symptom | Likely root cause | Fast fix | Long-term fix |
|---|---|---|---|
| Separation in tank (cream/settle) | Droplets too large, wrong pH, weak emulsifier adsorption | Recheck pH and temperatures | Mill optimization + water conditioning |
| “Pepper” particles / grit | Mill gap too wide, worn rotor/stator, poor filtration | Inspect mill and filters | Maintenance plan + better straining |
| Breaks too fast on site | Too reactive chemistry, wrong emulsifier type | Reduce reactivity (within safe limits) | Reformulate for aggregate type |
| Breaks too slow / stays wet | Too stable chemistry, cold weather, low residue | Warm application + adjust dilution | Reformulate grade for climate/season |
| Foaming | Overdosing surfactant, air entrainment | Reduce agitation and air leaks | Antifoam strategy + piping redesign |
| Corrosion issues | Acid handling, low pH exposure | Inspect materials and dosing | Upgrade metallurgy + containment SOPs |
Safety and environmental controls (non-negotiable)
-
Treat hot bitumen like a high-energy fluid: control burns, splashes, and fume exposure.
-
Handle acids/bases with proper PPE, spill containment, and dedicated transfer equipment.
-
Use closed dosing and clear labeling to avoid cross-contamination (one wrong tote can scrap a tank).
-
Manage washdown responsibly; emulsion residues can foul drains and separators if unmanaged.
Operational tip: add “line purge and segregation” steps to the SOP. Most quality incidents happen during grade changeovers.
Cost drivers and buying decisions
If you sell emulsions, your margin usually hinges on:
-
Emulsifier efficiency (dosage vs stability performance)
-
Energy use (heating + cooling duty)
-
Yield loss (off-spec tanks, changeover waste)
-
Logistics (temperature control, storage time, delivery scheduling)
What to ask suppliers before you buy
-
Can the plant maintain tight pH and temperature control automatically?
-
Do you get a commissioning protocol with performance targets, not just mechanical start-up?
-
Is the mill serviceable locally, and are wear parts standard and available?
-
Can you run polymer-modified emulsions if your market shifts?
Commercial insight: many plants “save” on instrumentation and pay for it later with off-spec batches. A reliable pH loop and flow measurement often pays back faster than a bigger tank.
Trends and current challenges worth tracking
-
Performance-grade emulsions: More projects demand higher cohesion and early trafficking, pushing polymer-modified and specialty emulsifier systems.
-
Process automation and inline monitoring: Plants are adopting better flow control, digital batch records, and tighter QC gates to reduce variability and claims.
If you want Discover-friendly relevance, talk about how these trends reduce downtime and improve contractor satisfaction—not just the chemistry.
Conclusion
Manufacturing Bitumen Emulsion at commercial quality is less about one “magic” ingredient and more about disciplined control: stable raw materials, repeatable soap prep, consistent milling energy, and storage practices that preserve droplet structure. When you lock those controls into SOPs and buyer-friendly QC reporting, you reduce rejects, build trust, and win long-term supply contracts.
Executive Summary and practical checklist
Executive Summary (what to standardize)
-
Chemistry: emulsifier type + target pH + water conditioning plan
-
Thermal control: stable bitumen feed temperature + controlled cooling
-
Milling: documented mill setting + pressure/flow stability
-
QC gates: residue, viscosity, sieve residue, stability trend, break behavior
-
Handling: correct pumps, clean lines, disciplined changeovers
Operator checklist (printable)
-
Confirm bitumen grade, tank temp stable, suction clean
-
Verify water source and filtration status
-
Prepare soap solution: mixing time logged, pH within target, temp within target
-
Confirm dosing pumps calibrated (emulsifier + acid/base)
-
Start with soap circulation, then ramp bitumen feed smoothly
-
Record flows/temps/pressures every 15–30 minutes
-
Sample and pass QC checkpoints before releasing to storage
-
Cool to storage target and avoid excessive agitation
-
Tag tank with grade, batch ID, time, and release status
-
Flush and segregate lines before grade change
FAQ
1) What is the most common reason an emulsion separates in storage?
Most separations come from droplet size being too large or chemistry drifting out of the stable pH zone. Water variability and inconsistent milling energy are frequent hidden contributors.
2) Can I make both cationic and anionic emulsions on the same plant?
Yes, but you need strict cleaning, segregated chemical handling, and a proven changeover SOP. Cross-contamination between systems can destabilize whole tanks.
3) How do I choose rapid-, medium-, or slow-setting grades?
Pick based on how fast you need the emulsion to break on aggregate and under climate conditions. Rapid grades suit tack coats; slower grades suit mixing and extended coating time.
4) Do polymer-modified emulsions require different manufacturing steps?
They often require tighter control and verified compatibility of latex/polymer with your emulsifier system. Many plants add polymer components in a controlled manner to avoid destabilizing the emulsion.
5) What QC tests matter most for contractor satisfaction?
Contractors care about predictable sprayability, breaking behavior, and consistency between deliveries. Residue, viscosity, sieve residue, and a basic stability trend usually predict those outcomes well.
Sources
-
A practical reference on emulsion components, production principles, and field performance guidelines: Asphalt Institute
-
Widely used technical guidance for asphalt emulsions and related applications (industry manuals and resources): AEMA
-
Standardized test methods used globally to assess emulsion properties (stability, viscosity, residue, and more): ASTM
-
Public-sector pavement resources covering emulsion use, tack coats, and construction best practices: FHWA
-
Industry education and technical resources tied to asphalt paving practices and materials: NAPA